鉋刀資料整理
一、演變過程
中國之鉋刀從明代起,即在鉋身上附有鉋柄供雙手握持,並採取推式鉋法,而在此時已使用二枚刃裝置(壓鐵為木製),臺灣木工鉋刀採用之推式鉋法,依「魯班經匠家鏡」的描述,可溯及15世紀左右,一直沿用至今。中國的臺鉋被傳入日本後,因在鉋身上左右突出二個把手,而被稱為「突鉋」(安田泰幸,2009)。當時的鉋刀只有一枚刃,然而到了後代的日本,臺鉋被改成無鉋柄的拉鉋,使力方式由向前推改為向後拉。
明治維新後(1868年)因大量吸收西方文明,於明治30年(1897年),二枚刃迅速取代一枚刃(秋田芳夫,1982),同時,各式溝鉋、邊鉋、線鉋等開始流行於日本,因此,從大正至昭和(1912~1926年)成為日本木工工具最盛時期。後來,日本於1895年佔據臺灣後,又帶進了各種鉋刀。
二、外型和種類:
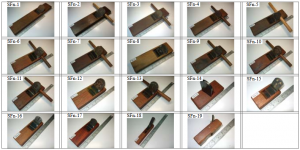
1.SFn形平鉋(平鉋主要用於鉋平木材表面)依其鉋身長度及用途區分為合鉋(SFn-1)、長鉋(SFn-2~SFn-3)、中長鉋(SFn-4)、中鉋(SFn-5~SFn-11)、中短鉋(SFn-12)、推鉋(SFn13)、立鉋(SFn-14)、短鉋(SFn-15)、中小鉋(SFn-16)、麗光鉋(SFn-17)、小平鉋(SFn-18)及竹節短鉋(SFn-19)
三、刃固定之方式:

收集的鉋刀種類及參考相關書籍,不外入嵌式及非入嵌式二種(圖6)
入嵌式之鉋刀並無鉋柄,應是日據時期留下之鉋刀形式。而臺灣鉋刀大都以非入嵌式為主,基本上入嵌式鉋刀主要用於精細鉋削用,非入嵌式則用於粗鉋削、中度鉋削及細鉋削等。前面提及日本的鉋刀有一枚刃及二枚刃,然就所收集的鉋刀中及探詢相關木工工具店,一枚刃鉋刀已甚少見。

四、鉋刀品牌
訪查目前市售鉋刀品牌,較為熟悉者大抵有3種,一為日本一級刃,品牌有巨匠土牛、金剛土牛、劍乃舞、村正、切味一番、銀河龍、大神州、月城、鳳凰、白鳳、大鋒、名古屋、天王星、大阪城、海底王、四天王、馬醉木、一貫齋、宮本太郎、男一代等;二為日本二級刃,品牌有泰山一郎、北海道、飛月、神劍、飛天、神戶、橫浜、千
代龍、八福神等(以鹿港專門製作鉋刀之工具店為參考);三為臺灣製,除進口日本鋼外,大抵以紅火(高碳鋼)、白火(中碳鋼)或一些高速鋼(全鋼,SKH)等級為主,其品牌較為複雜,有以自身工具店為名者(如華源),或取日本品名(如大日本、春山),以滿足當時一般人喜用日本貨的需求。基本上,上述鋼質等級之硬度分別為日本一級刃
> SKH >日本二級刃>紅火>白火。
2.SFg形(槽鉋、溝鉋)
式槽鉋與日式槽鉋除了構造上之差異外,使用方式亦不同,臺式槽鉋為前推使力鉋削溝槽,故其刀刃後仰,間隙面朝上,而日式槽鉋則為後拉式鉋法,其刀刃前傾,間隙面朝下,且臺式槽鉋沒有割刀,而日式槽鉋則在刀刃前方左右各有一支割刀,以切斷纖維。
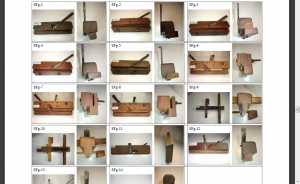
臺式槽鉋之切削角度介於38°~43°,而日式槽鉋介於48°~50°,明顯大於臺式槽鉋,較適於鉋削中比重以上木材,另外,臺式槽鉋之刀端角從23°~35°,角度範圍變化大,此係因使用者依用途自行研磨致,而日式槽鉋之刀端角則相當一致,介於25°~27°,為此種角度與平鉋之刀端角相近。至於刃口位置(l/L)介於0.44~0.51,約為鉋刀身之一半,與平鉋相近。再就刃口寬度觀之,臺式槽鉋(SFg-1~SFg-5及
SFg-9~SFg-10)之刃口寬度介於1.0~3.3 mm,明顯小於日式槽鉋之
4.0~4.5 mm,此可能係因臺式槽鉋只有單刃刀片且無割刀,鉋削之阻力會較大,故以細鉋削為宜;而日式槽鉋則附有2片割刀,具有先行切斷纖維之作用,降低鉋削阻力及避免撕裂。表中SFg-5之刃口寬度高達10 mm,係因刀刃之前方槽誘導面,可能因排屑問題,而被使用者斜切掉一段所致。
3.SFc形(邊鉋):
鉋主要用於鉋削板材或角材之邊緣,使其形成嵌邊,以供作拼板
或封板用,種類及外觀如圖所示。

本文參考自
國立嘉義大學林產科學暨家具工程學系蘇文清教授研究論文
部落格:blog.yase.com.tw
粉絲團:https://www.facebook.com/yase168
LINE@:yase@bpn6666h
連絡我們
聯絡電話:02-8811-1628
手機: 0936-330-661 陳先生
E-MAIL:yase5566@gmail.com
公司網址:www.yase.com.tw部落格:blog.yase.com.tw
粉絲團:https://www.facebook.com/yase168
LINE@:yase@bpn6666h
沒有留言:
張貼留言